
The colour of white
General information
The evaluation of whiteness of a product is dependent from the materials and the application it is used in. Natural materials for example tend to yield some yellowish tint e.g. cotton or wool, so the industry modifies the materials to compensate for this effect (yellowish tint of a product is most often seen as a quality flaw, e.g. yellowed due to aging or dirt) and make the appearance of a product more white.
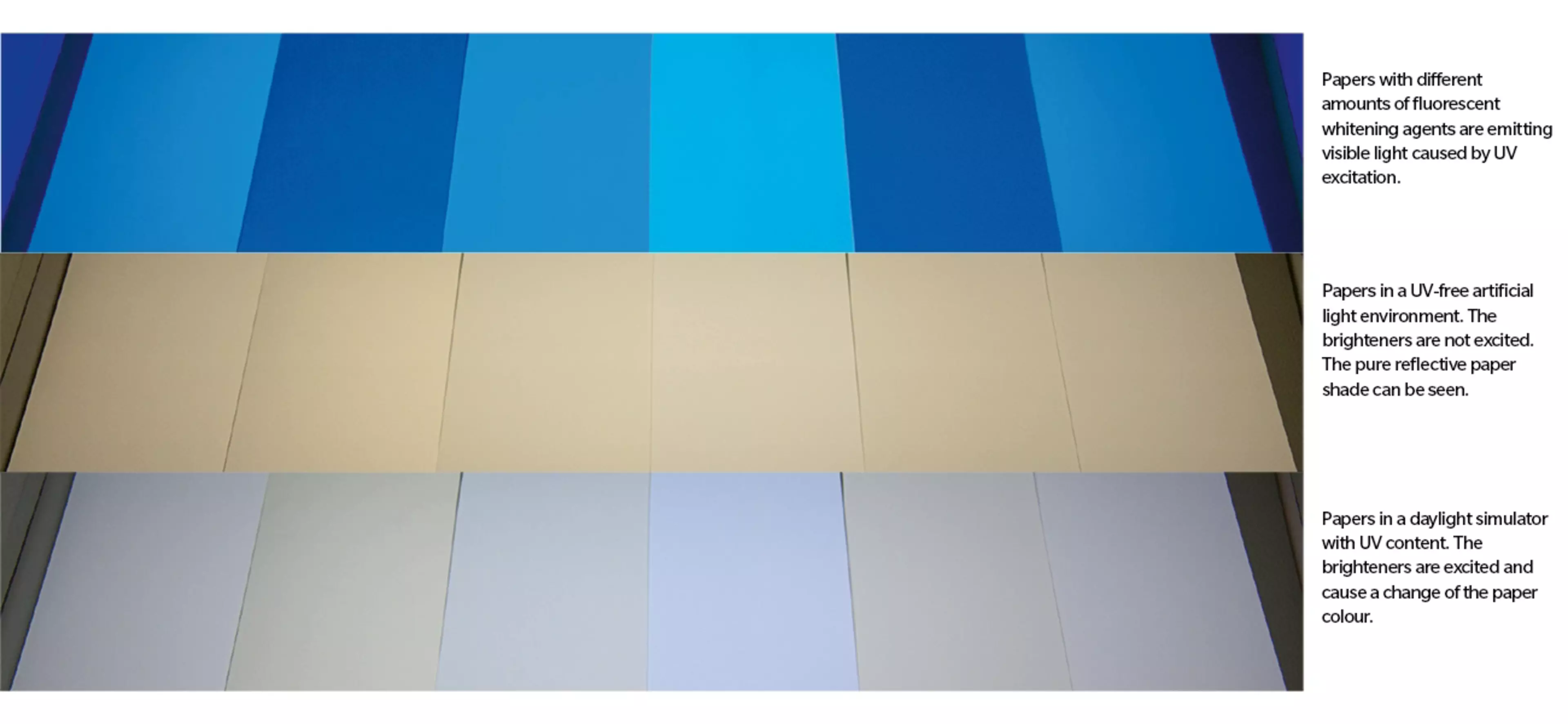
Apart from bleaching (a process that chemically modifies the materials themselves (e.g. oxidation)), which removes colors from materials and results in a rather uniform spectral reflectance, optical brightening agents (also called fluorescent whitening agents) are used to compensate the absorbance of yellowish products in the lower area of the visible spectrum, creating a “whiter than white” appearance with the help of fluorescence.
Optical brighteners absorb energy from the electromagnetic spectrum in the non-visible UV area (mostly below 400nm) and emit it in a wider spectrum than was absorbed in the range between 400-480nm. This results in reflectance curves that may rise higher than 100% between 400-480nm, making the material appear slightly bluish. As the eye will judge slightly bluish materials of otherwise uniform reflectance as brighter than the ideal reflecting diffuser, these colorants are a very common way of adding additional whiteness to products, e.g. paper or textiles (please note that “white” is not compliant to what we judge “color”, both sensations are independent from each other!).
While the measurement of non-optically brightened material is common practice, the evaluation of UV content in a material often raises questions. Please note that measurements of whiteness are subject to the overall setup not only of the instrument but also of the references used.
Some background information concerning providers for reference materials as well as information concerning indices and technologies will be offered herein.
Q: Is there a difference between the available indices?
A: Yes, there is!
Almost several dozen formulas exist on the market to describe what the human eye perceives as “whiteness”. As the eye tends to describe materials with a slightly bluish tint as “whiter”, e.g. the compensation of yellowish colors of raw materials with the help of blue colorants or optical brighteners became common practice compared to former times, so existing formulas needed adjustment. Since different applications define their own white standards or white references, several approaches to satisfy the appropriate market needs were taken. This results in indices for e.g. paper, textile or food industries, all of them using various mathematical calculations to describe what “their” white is.
Q: Which UV reference standard should I use to calibrate my instrument?
A: This depends on the material you are going to evaluate!
As different materials do have different optical properties, the appropriate material should be used to correctly calibrate your instrument. Use a paper standard for paper application, a textile standard for textile application, or a plastic standard for plastic application, e.g. using a plastic standard for textile application may result in erroneous values.
A list of manufacturers for reference standards are given later in this document.
Q: How do I see whether my product contains optical brighteners?
A: Take a look at the spectral curve!
Optical brighteners absorb energy below the visible spectrum and emit the absorbed energy in the lower visible spectrum, up to 480nm. This results in reflectance curves with a hump in the bluish area. Take a look at the picture below.
Whiteness indices
A wide variety of indices is available for those industries that need to evaluate the whiteness of their products, e.g. paper or textile fibers. Due to the fact that some indices are used to communicate values, choosing the correct index for your application is important
This document shall help you selecting the correct indices for your application and focuses on the most used ones in today’s market.
Whiteness Index CIE
Published in 1986 with the 2nd edition of Publication 15 by the CIE Colorimetry committee, this formula was presented “to promote uniformity of practice in the evaluation of whiteness of surface colours” and it is recommended to “be used for comparisons of the whiteness of samples evaluated for CIE standard illuminant D65” [CIE Technical Report 2004 Colorimetry] on a rather relative scale. The formula used is
WCIE = Y + 800(xn - x) + 1700(yn - y)
Where Y is the Y-tristimulus value of the sample, x and y are the x, y chromaticity coordinates of the sample, and xn , yn are the chromaticity coordinates of the perfect diffuser for the CIE 1964 standard colorimetric observer.
Although it might be used with C/2 illuminant/observer condition, it is strictly valid for D65/10 and shall be used in that fashion.
Whiteness Index ASTM E313-00
While the original index ASTM E313 described the evaluation of whiteness using colorimeter readings of G and B so that WE313 = 4B – 3G was defined, the latest ASTM E313-00 references to the CIE Whiteness index, using a table for the values of C, D50 and D65 as well as 2° and 10° observer.
The AATCC textile committee defines ASTM E313-00 with the use of ill. C and 2° observer.
Whiteness Index Ganz-Griesser
Not only an index but a complete procedure, the Ganz-Griesser method to evaluate whiteness is currently the only index on the market that takes care of instrument specific factors using a defined calibration scale of fluorescent standards to measure reliable values on different systems. Defined to be used with D65/10 and reference wavelength 470nm, the formula the index is calculated with is as follows:
WGanz = Y - 1868.322 x + -3695.690 y + 1809.441
Hardware technology
There are two technologies in the market used to achieve a calibrated UV content in the measurement light source - the “traditional” method which uses mechanical UV filters that decrease the amount of UV energy the lamp emits for measurement (first introduced by Gärtner and Griesser in the midst of the 1970’s) and the numerical UV control that was invented by Mr. Imura in 1997 and is patented by Konica Minolta.
The use of mechanical UV filters is an often used but mostly unreliable method to control the UV content of a light source. In order to receive good values, the UV filters need to be constantly adjusted to compensate for decrease in UV amount of the used measurement lightsource. Apart from that, the moving parts (e.g. motors) can be subject to defects thus making UV measurements erroneous. If reaching a certain critical level of UV energy in the lamp, this setup is no longer able to be calibrated for reference values.
The patented NUVC (numerical UV control) technology offers the possibility not only to calibrate UV content but also to control it with each measurement and thus keep the results stable. This is done by using three independently sequenced xenon lamps, one unfiltered for full UV content, two filtered at 400 and 420nm. This setup not only allows for choosing the correct filtering method without mechanical moving parts but also for having the calibrated UV content checked during each measurement. Apart from the unmatched calibration and control feature, this setup also allows to reliably check UV content when the UV energy in the lamps decreases below a certain level.
Unique in the market is also the possibility to not only use the appropriate filtering method, but to combine the filters with a soft flash method, that reduces the xenon lamp power to 30%. This setup prevents the unwanted triplet effect seen in several samples or references, where the higher energy of xenon lamps as compared to e.g. natural daylight or tungsten illumination modifies some of the molecules of the optical brighteners and brings them to an energetically lower level. As the time between flash and analysis of the measurement is shorter than the transit of the molecules to their energetically correct state, the reflectance curve shows lowering and rising after the peak of FWAs - a “triplet effect” occurs.
Compare both curves below and you can see the orange curve decreasing around 520nm and then ascending again until reaching a somewhat stable state around app. 560nm.

Fluorescent reference standards for different applications and their suppliers
In order to deliver reliable and ISO compliant reference standards, the ISO technical committee 6 has created a workflow to define 3 levels of accuracy, called ISO reference standards of level 1, 2 or 3, abbreviated as IR1, IR2 and IR3.
IR1 is only achievable by national metrology institutes and the IR 1 standards are referenced as ultimate standards against the “perfect reflecting diffuser” (in accordance with the CIE).
IR2 standards are created using IR1 standards by “standardizing laboratories”, (equipped for absolute reflectance factor measurements in accordance with ISO 4094) to provide references to “authorized laboratories”, which need to have the necessary equipment and competence to be appointed by ISO/TC 6 as such.
Authorized laboratories use IR2 standards to calibrate their reference instruments in order to issue working standards for calibration, IR3.
IR3 is the reference for industrial usage to calibrate the working instruments in companies.
Standardizing laboratories are required to exchange IR2 standards at intervals of no longer than five years, while authorized laboratories are required to do the same at intervals of not more than 2 years with IR3 standards.
This procedure is used to achieve the accuracies suggested in the "Expression of results" clause in the International Standards dealing with the determination of specific optical characteristics.
Apart from the ISO compliance, some suppliers issue reference standards that can be used for either relative evaluation of indices or might be send in to those institutes offering a user calibration to the norms in order to receive a reliable and compliant standard reference.
Those are listed under “Others”.


