
Optical Display Tests for Automotive
This article (orignally in German for the publication all-Electronics in 2019) explains what is important when developers want to hand over a high-quality automotive display to their colleagues in the test field in a practical manner.
Optical Display Testing for Automotive
The rigorous testing of display technology, which is common in consumer electronics in development, production and quality assurance, should also be used in the automotive industry. However, procedures that have been encountered so far and the use of simple image processing cameras often do not do justice to the task.
The displays used in automobiles are developing rapidly. Not only is the size and resolution constantly increasing, so that, for example, diagonals of 15.6 inches with resolutions of 1920 × 1200 pixels are finding their way into the mid-range.
Curved displays and free-form displays can now also be found in automobiles. In addition to LCDs, which have long been dominant, there are new technologies such as OLEDs, head-up displays (HUDs) and, in the near future, micro-LEDs. When assessing image quality, the systems that have been successfully used so far often reach their limits. For example, the experts usually determine the homogeneity of luminance and colouir of a display by measuring it at nine locations, but this does not meet the requirements for the uniformity of high-resolution displays if they want to rule out a "cloudiness" of the image.
In order to be able to capture even smaller inhomogeneities, there is no way around a camera solution. This is taken into account by the Black Mura Standard of the working group of car manufacturers in the DFF (German Flat Display Forum), which calls for the use of luminance cameras for the assessment of high-quality displays, whereby the resolution of the camera should be at least as large as that of the display.But that alone is not enough. Both the camera and the software had to meet basic conditions in order to be able to work reliably, precisely, quickly and with as little effort as possible in the laboratory and in automated production. This article does not go into detail about point-measuring devices such as spectroradiometers, which allow high-precision measurements of luminance and colour, as they only enable a holistic characterization of displays with great effort. So, what should you pay attention to when choosing a camera-based measurement system?
Fig 1
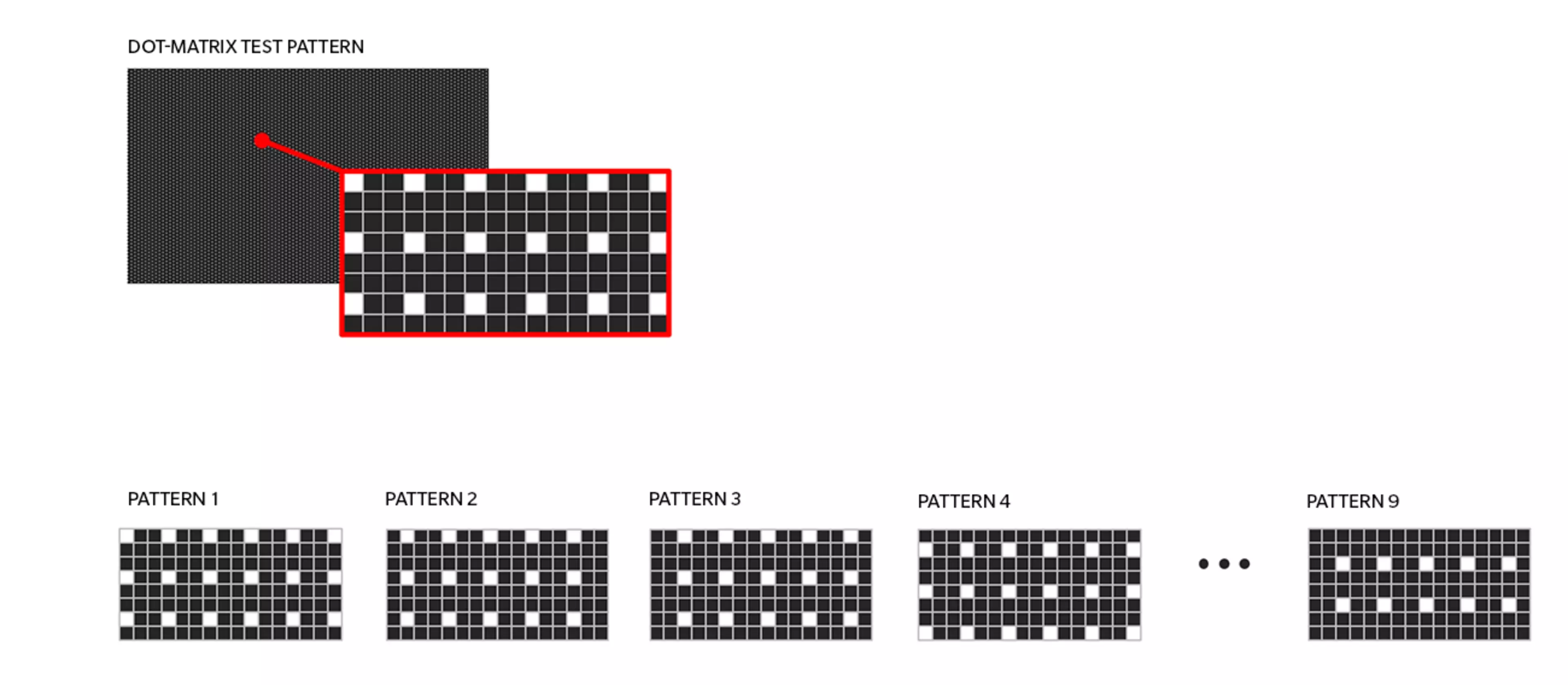
Figure 1: The individual test patterns differ in the pixels that are controlled brightly or darkly. In this example, 9 test patterns are required, which are measured one after the other so that each pixel is controlled brightly once.
Selection of the measuring system
The idea of using image processing cameras is obvious, as they are relatively inexpensive. However, since it is a matter of checking the adherence to luminance and colour of the displays within the framework of precisely specified tolerances, these cameras are ruled out due to a lack of exact calibration. A user calibration of these systems is to be viewed critically, as it would only be valid for a light spectrum that must be adhered to exactly. Dedicated luminance and colour measurement cameras with high-quality colour filters are therefore clearly preferable.
A calibrated luminance and colour measurement camera with Peltier-cooled CCD chip will outperform an image processing camera by eliminating thermal instability, which causes fluctuations in the measured values with the ambient temperature. The cooling of the camera chip also has the advantage of reduced thermal noise, which increases the dynamic range and has a positive effect, especially when measuring dark test images. Even very high contrasts can still be characterised accurately.
Fig 2
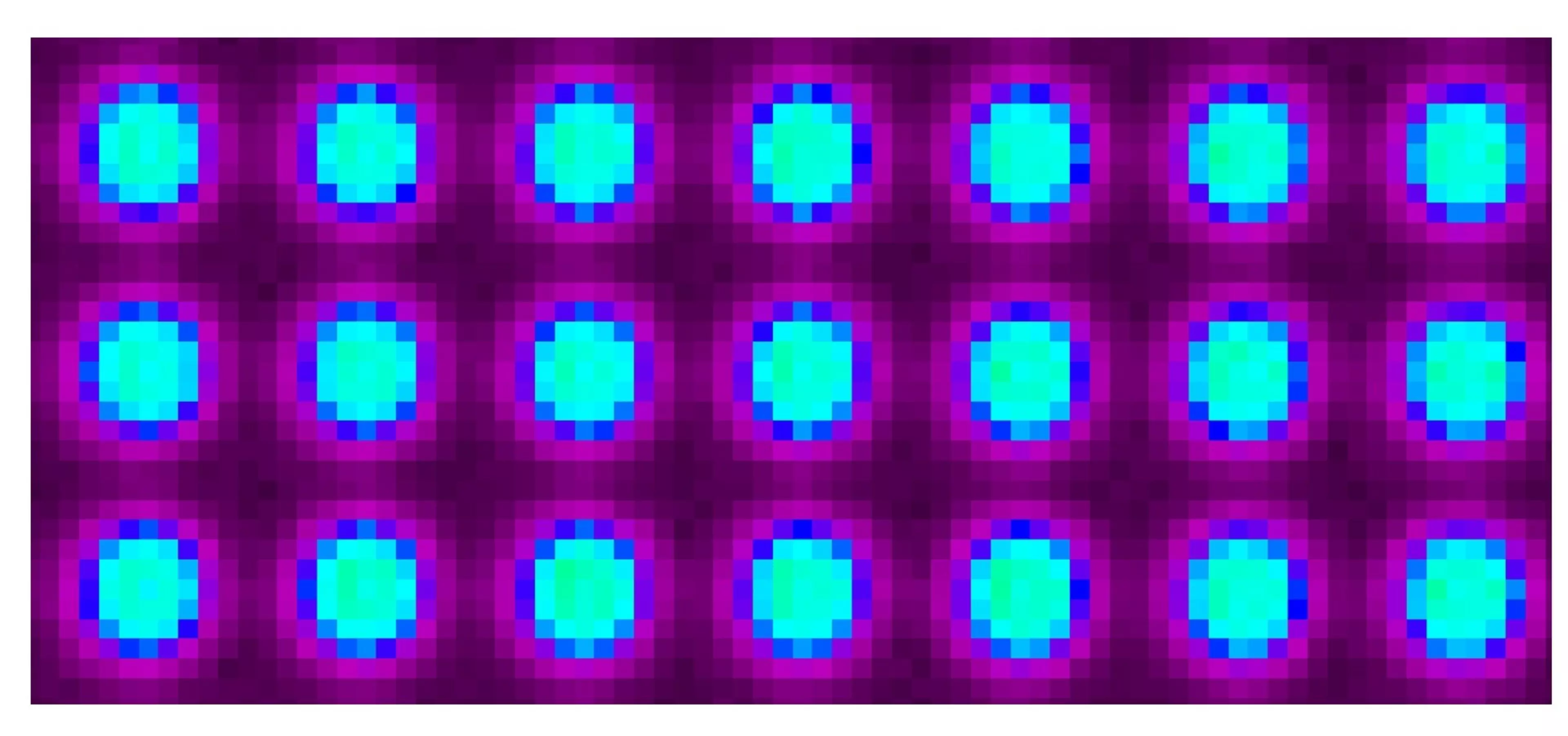
Figure 2: In the defocused dot matrix pattern, the small bright pixels turn into larger 'spots of light', so that many CCD pixels of the camera can measure luminance and colour.
Key data
The best display – no matter what type – is of little use if it cannot be tested properly. This article explains what is important when developers want to hand over a high-quality automotive display to their colleagues in the test field in a practical way. Only with a suitable system solution can the objectives of the development really be implemented in production.
Another point that speaks against the use of image processing cameras is the usually small pixel sizes of the CCD chips, which leads to a poor quantum yield. This significantly reduces the probability that a photon will generate an electronic signal. Experience has shown that an edge length of the pixels of 5 μm or more already leads to very good results.
Display
Even if a camera has a wide dynamic range, it may be necessary to utilise a neutral density filter into the optical path as part of a test sequence at high luminances in order to prevent overdrive of the CCD. It would be time-consuming to have to manual or external solution for this in an automated test, so Ideally, an additional filter wheel with one or more neutral density filters of different strengths is already provided in the camera for this purpose, which is controlled via the software.
Fig 3
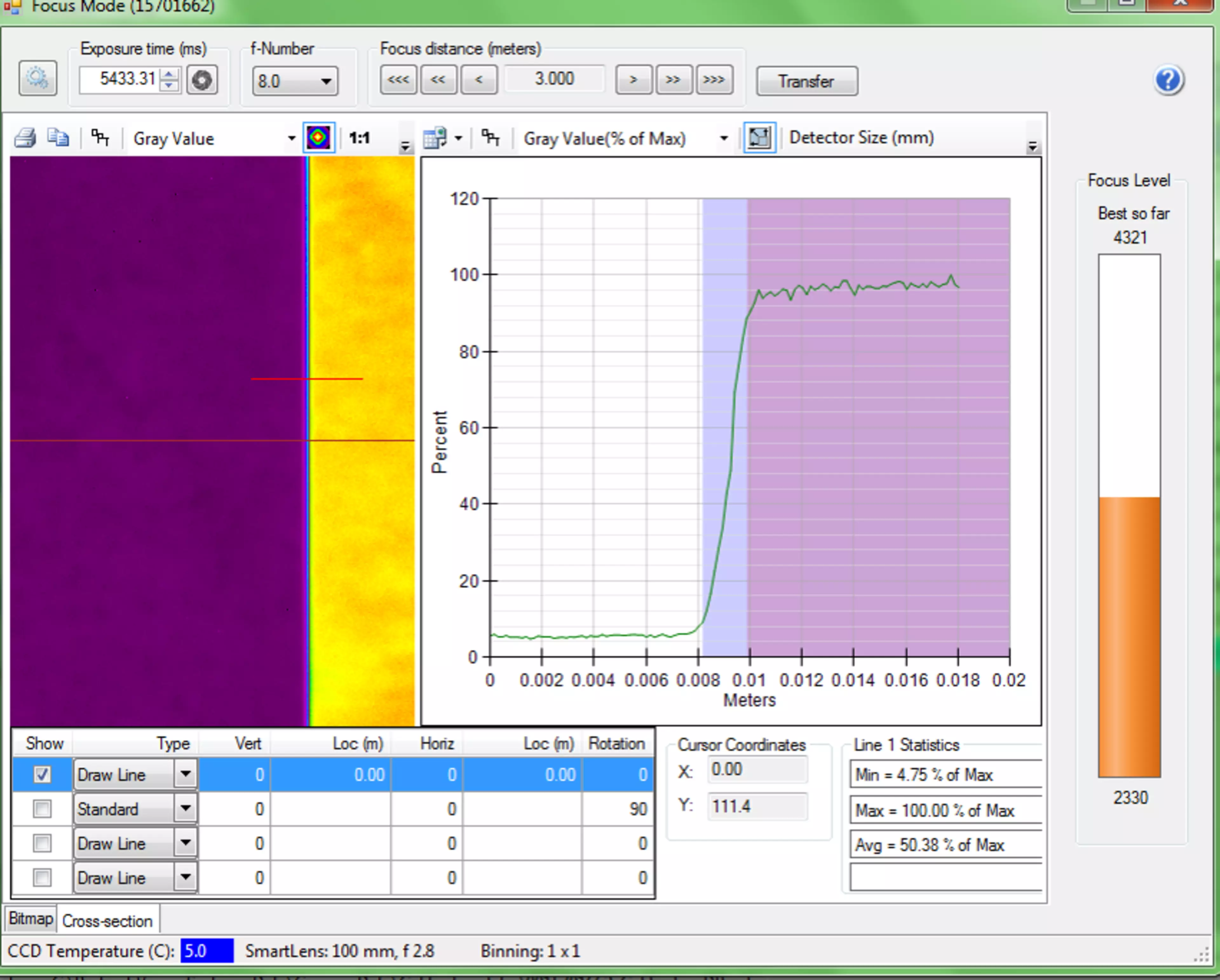
Image 3: On the left, a dark-light transition is shown in false colours on the display, as the camera sees it. On the right, a line profile of the relative brightness across the dark-light boundary. The lens focuses until the line profile is as steep as possible and the software uses this to determine the virtual image distance.
With the increase in resolution of the displays to be tested, the luminance and colour measurement cameras must also be increased. In order to identify individual pixel defects or even subpixel errors, a highly sensitive luminance and colour measurement camera should have at least two to three camera pixels per display pixel or subpixel. To achieve this with an image processing camera would require significantly more camera pixels.
Purpose built technology and software make it possible to reliably identify individual pixel defects even with a luminance and colour measurement camera whose resolution is lower than that of the display under test. A sequence of dot-matrix test images is shown on the display, which uses the so-called spaced pixel method (Figure 1). Ideally, the software works completely automatically, displays the test images directly on the display, triggers the individual images and combines the individual images obtained in this way into a synthetic overall image that contains any pixel defects that may be present. The program identifies and documents the errors independently.
Another advantage of this method is that the camera lens can be deliberately blurred (Figure 2) in order to be able to use as many camera pixels as possible per display pixel. This significantly increases the number of CCD pixels that can be used for measurement and thus the measurement accuracy. Any slight moiré interference can also be defocused and is therefore usually no longer a source of error.
High-resolution cameras
The overall assessment of the display results from an and-or link of the individual results. The system transfers predefined data directly into the report. Konica MinoltaDespite the possibility of detecting pixel and even subpixel errors with cameras of lower resolution, high-resolution cameras with 16, 29 or even 43 megapixels present the most optimum solution. For example, cycle time can be a limiting factor, especially in quality assurance in automated production. If, for example, sub-pixel errors are to be detected with a lower-resolution camera by using a 3×3-dot matrix, nine image acquisitions are required for each of the three primaries red, green and blue which corresponds to a total of 27 images with the corresponding time required for the recordings and data transfers. Additional testing such as the search for scratches on the display surface or for inclusions such as dust particles or air bubbles between the laminated layers of a display also requires the highest resolutions in addition to a very high dynamic range.
Fig 4
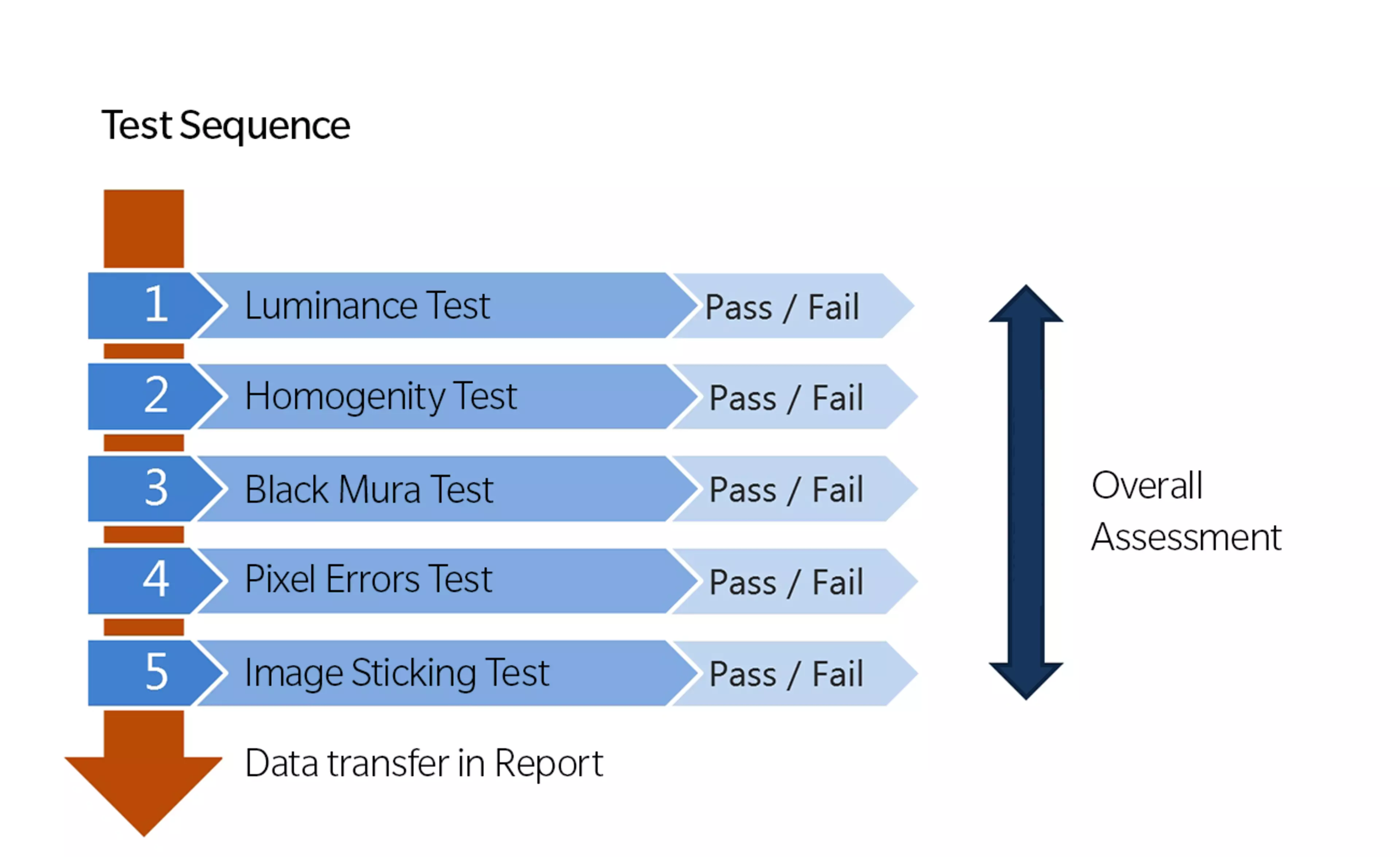
Figure 4: Five individual tests are carried out one after the other, each of which results in a "pass" or "fail". The overall assessment of the display is the result of an "and/or" combination of the individual results. Predefined data is included in a report.
Electronic Lenses
As far as the lenses used in the luminance and colour measurement cameras of well-known manufacturers are concerned, optical aberrations are usually kept within narrow limits. In addition, they can usually be almost completely compensated for by suitable calibration measures, including the cushion distortion of short focal length lenses. There are numerous advantages of electronically adjustable lenses. Firstly, the manufacturer can calibrate the camera systems fully automatically for a variety of measuring distances. In contrast, manual lenses are typically calibrated for only a few, selected measuring distances (i.e. 3, min, middle and max) due to the manual effort involved. In the case of deviating real measurement distances, the software must interpolate between this small number of support points.
In automated production, there are further disadvantages that affect the user. For example, curved displays and free-form displays, but also MMIs (Man Machine Interfaces), on which highlighted or recessed backlit symbols are to be examined in addition to a display, often require focusing on different levels. This is easy to implement with electronic lenses, while manual lenses, on the other hand, require a mechanism for moving the camera or test object.
Electronic lenses are particularly advantageous when the virtual image distance is to be determined in HUDs. An autofocus function makes this possible in the simplest possible way (Fig. 3). A change of aperture may also be necessary within a display test, for example, to adjust the depth of field or light sensitivity for different shots. If this is done with a simple software command, automated tests can be much easier.
Focal lengths
Viewed in isolation, the lens focal lengths have little significance in terms of the achievable field of view sizes when comparing different cameras. Although the field of view increases with decreasing lens focal length, the dimensions of the CCD chip also significantly determine the size of the field of view, and in luminance and colour measurement cameras there are many different CCD sizes. Even CCDs with the same number of pixels can have significantly different overall sizes due to different pixel sizes.
This explains why manufacturer A specifies a field of view of 282 mm × 236 mm (pixel edge length 3.45 μm) for a 5-megapixel luminance and colour measurement camera with a 28 mm lens for a measuring distance of 1 m, but manufacturer B specifies a field of view of 537 mm × 403 mm for its 8-megapixel camera with a 35 mm lens for the same measuring distance, which is more than three times larger (pixel edge length 5.5 μm). If the measuring distance for a display of a defined size is limited, it makes sense to have the camera provider calculate what is feasible for a given display size, available measuring distance and required camera resolution.
Fig 5
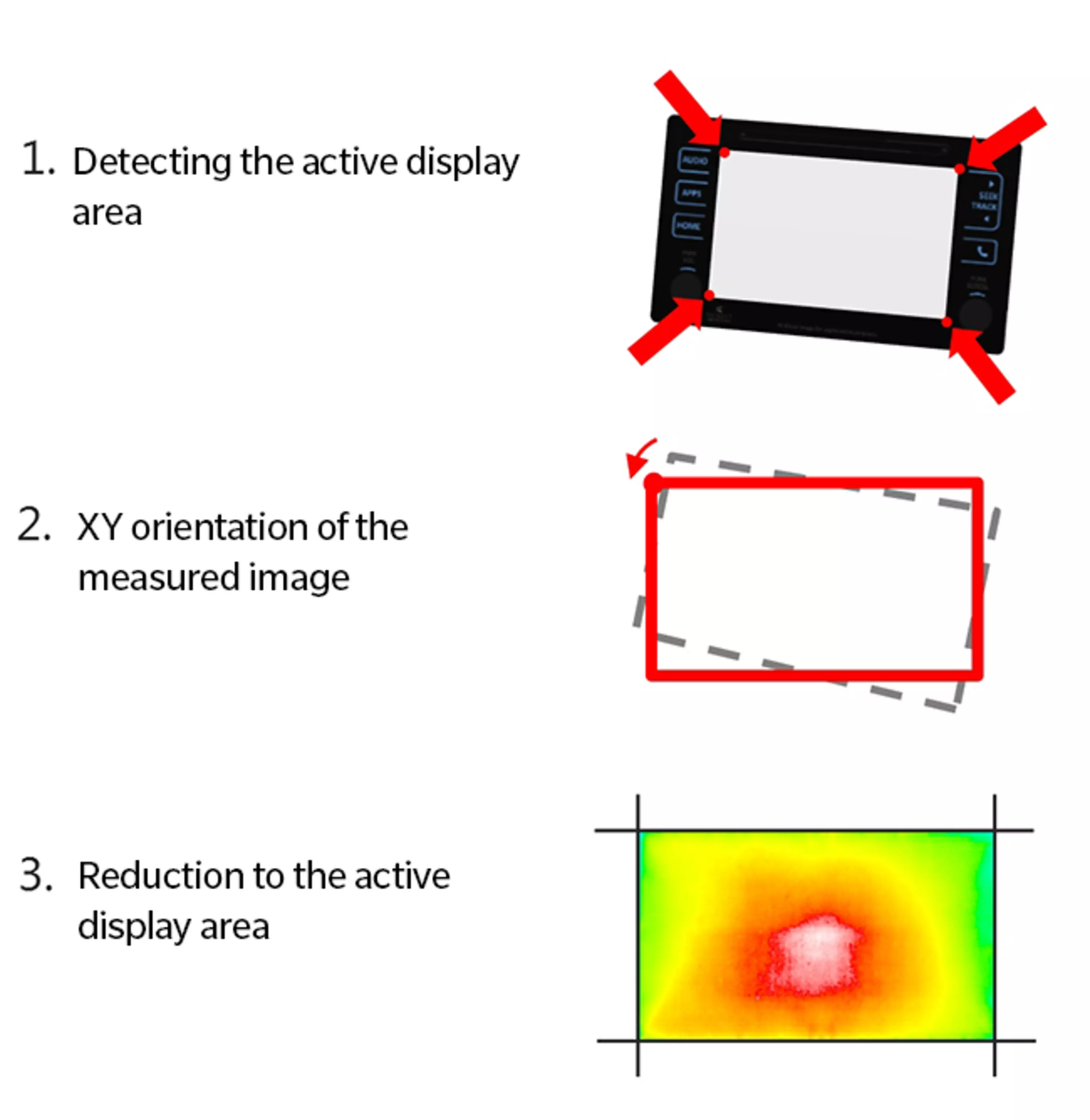
Figure 5: The software detects the corners of the display in an automated routine, adjusts the orientation of the display to the horizontal image and discards the image areas that extend beyond the display. This is done with repeatable accuracy and with minimal impact on the measured values.
Software
The software packages for the luminance and colour measurement cameras are now very extensive in terms of evaluation options. Examples include line profiles that can also follow contours, false-colour and quasi-3D representations of the measured values, and the recognition and verification of symbols for correct size, colour, and luminance. An assistant that guides you through the already mentioned Black Mura test is also usually available. Users in development and quality assurance who have to solve changing analysis tasks can use these tools to quickly characterize displays, MMIs and instrument clusters and directly document the results obtained.
There are Software Developer Kits (SDKs) for recurring measurements and evaluations, but also for integration into automated production. So far, however, only very few manufacturers offer a complete software suite for automated display testing. Ideally, the user can use a sequence control system to define a complete test sequence that runs automatically (Figure 4).
Here it is possible to completely parameterize each individual test of the sequence, which includes the selection of test images from a library. The program then plays the images at the required time and can also control the display, MMI or instrument cluster via various interfaces if necessary. The parameters for a "pass" or a "fail" of the tests can also be selected. When testing for Pixel errors could be, for example, the maximum number of "dead" or "stuck" pixels or subpixels as well as the maximum number of directly adjacent pixel errors.
Of course, such a software suite becomes all the more attractive the more tools it automates for the user. For example, it is possible to use image processing to detect the orientation of the display to the camera, to take this into account and to remove areas of the camera image that do not belong to the display (Figure 5). This eliminates the need for an exact alignment of the display with respect to the camera, which can significantly reduce the effort involved in the construction of test equipment, especially for automated tests. It also makes working in the laboratory much easier.
Moiré Removal
Another useful tool is automatic mathematical moiré removal, i.e. the removal of an interference between the resolution of the camera and the resolution of the recorded display (Fig. 6). We also know this effect from television images of fine patterns, for example on a shirt. In the display test, such artifacts naturally prevent an assessment of homogeneities, and they hinder the finding of small defects, such as inclusions or dead pixels. In contrast to conventional methods such as deliberately blurring, tilting the display or increasing the distance between the camera and the display, small defects remain visible and the full field of view of the camera can still be used to record the display.
Conclusion
In addition to all the points mentioned about the camera, lens and software, which are sensibly taken into account when selecting a system for the display test, you should also think about implementation in the laboratory or in automated production at an early stage, because after all, it is important to take into account specified interfaces, communication protocols and data formats. The system supplier should be able to provide support as far as necessary. If tests can then be set up together with the supplier as part of the installation and training, the biggest hurdles should be overcome.
