
Konica Minolta’s introduction into light-measurement technology began as functional/designs for setting camera exposure. Later, the technology was applied to industrial measuring equipment for improving product quality.
Light-measuring technology proven all over the world and beyond.
Testament to Konica Minolta's expertise in light measurement technology came when NASA asked Konica Minolta to develop a light measurement instrument. The Minolta Space Meter was used for the first time on the Apollo 8 Mission in 1968 and continued to be used on later Missions on to the Moon. Designed for use under extreme conditions, it contributed to the success of the Apollo program by providing reliable light measurements for photography in outer space. Since the development of this measuring instrument, Konica Minolta has continued to improve its sensors, optics, spectroscopic techniques, and calibration/correction technology to become a global leader in light measurement technology.
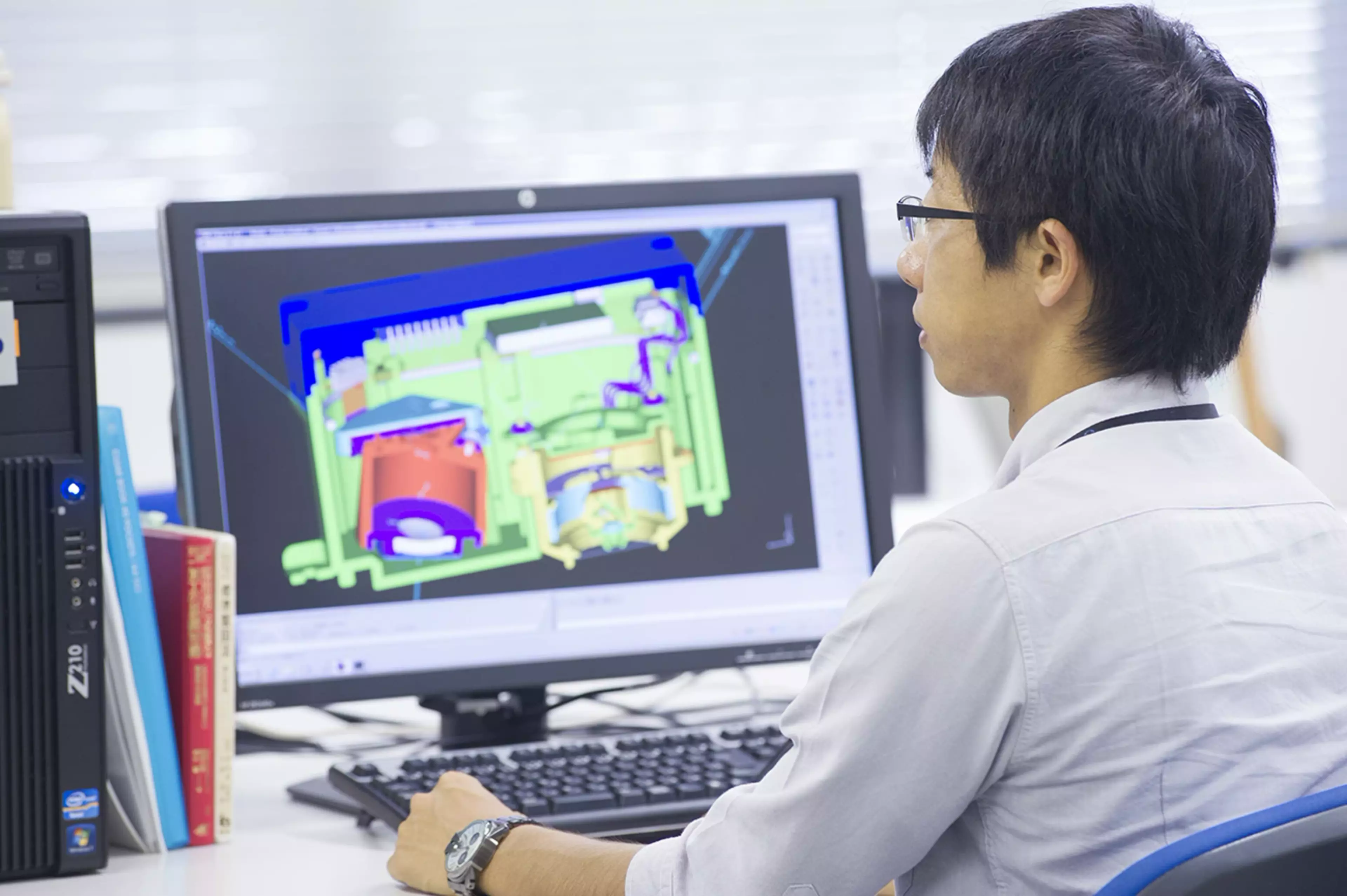
Konica Minolta’s high quality optimal technology supports manufacturing sites around the world and with the top share in color and light measurement fields.

Konica Minolta’s products have been created through a finely tuned manufacturing system developed in Japan. By continually improving its production processes (including an ISO 9001 quality management system), Konica Minolta is able to consistently produce accurate and reliable products.
Continuous quality improvement ensures the highest level of accuracy and reliability.
At Konica Minolta, continuous improvement is at the heart of every operation. In manufacturing we have implemented “5S” methodology. Each stage of the production process is scrutinised and optimised to eliminate errors. By encouraging communication within the production site, the 5S methodology looks to continuously improve each area and process of production.
In order to ensure the best possible accuracy and reliability, we combine the best of automated techniques with hand assembly.

Parts are stored acccording to their application.

All workers are able to access the same information via monitors within the production environment.

The working environment is optimised to facilitate accurate and efficient operations.

Konica Minolta’s products are designed to be easy to use. Maintaining measurement reliability is important. By establishing an uncompromising system of traceability to national standards, Konica Minolta is able to create products that customers can use with confidence.
No-compromise manufacturing produces increased measurement reliability.
Konica Minolta places a lot of emphasis on the ability to maintain traceability in the products delivered to customers. In order to ensure the measurement reliability of a product, our no-compromise manufacturing process produces measuring instruments that are traceable to national standards. At Konica Minolta, the standard devices we use for checking color and light measurements are manufactured in-house. Our light calibration technology conforms to the ISO 17025 international standard, and we have been certified as a calibration laboratory. This high-level calibration technology is one of our technological strengths.

In pursuit of improved quality, coating of the diffuse reflectors and other parts used for measurement is performed with equipment developed in-house.

Konica Minolta has obtained ISO 9001 certification through LRQA. This certification is a testament to our quality management system that ensures the consistently high quality of the products and services we offer.

Colour tiles are used to check the reliability of measuring instruments. Calibration is performed by experienced technicians.

Konica Minolta’s goal is to provide reliable products with maximum longevity. This is why we carry out numerous tests and feed results back to the design to enhance product quality. Our ability to offer such durable measuring equipment is due to our thorough Quality assurance system.
Durable measuring instruments thanks to a thorough product Quality Assurance System.
In order to provide customers with products that can be used for a long period of time, they need to be highly durable. To that end, Konica Minolta products undergo numerous tests that reflect the needs of the end user and the working environment. Tests include: impact resistance tests for transport, vibration resistance tests, temperature and humidity compatibility tests, drop tests as well as endurance tests. The test results, customer reports, and service reports are taken into account for future product design in an effort to create new products with even greater durability.

Repair and maintenance is done in specialized departments, and information is shared in order to ensure quality control.

Environmental tests are repeatedly performed with consideration given to the usage conditions all over the world, including high temperatures, low temperatures, and high humidity.
Repair data and test results are used in future product design. This makes it possible to create new products with even greater reliability.
Konica Minolta has service centres located all over the world. These centers are responsible for providing services to assure customer’s instruments remain accurate and traceable. Since 1980s, Konica Minolta has sold more than 2 million instruments through its worldwide network.
A global service network with centers in 25 countries.
Konica Minolta’s instruments are designed to provide reliable measurements under a range of conditions, but long-term accuracy and traceability requires routine maintainance and calibration. With centers in 25 countries, including Japan, USA, Germany, Singapore, China, South Korea, and Taiwan, Konica Minolta’ s service network aims to provide customers with convenient access to service globally. Establishing service centers throughout the world results in a more efficient and improved provision of service. Konica Minolta continually looks for ways to enhance its service network and provide even better service to its customers in future. With over 2 million measuring instruments sold, our expertise is our greatest asset, enabling us to work with our customers on solutions to complex measurement challenges.
*includes measuring instruments, photographic meters, thermometers, and medical devices.